The global animal healthcare market is witnessing a paradigm shift, particularly in the management of respiratory infections. As one of the leading Respiratory Care Medicines Manufacturers, we observe that respiratory diseases account for over 40% of economic losses in intensive poultry and livestock farming worldwide. Chronic Respiratory Disease (CRD), Infectious Bronchitis, and Pasteurellosis are not just local issues but global threats to food security. From the vast poultry farms in Southeast Asia to the intensive cattle feedlots in South America, the demand for high-efficacy, stable, and bioavailable respiratory medications has never been higher.
Industrialization of the veterinary sector has led to the development of sophisticated delivery mechanisms. No longer limited to simple powders, the industry now demands water-soluble formulations, long-acting injections, and precision-targeted oral solutions. As a specialized factory, we stay at the forefront of these advancements, ensuring that our products like Doxycycline and Tilmicosin meet the rigorous pharmacokinetic requirements of modern veterinary medicine.
The veterinary respiratory medicine market is projected to reach USD 5.2 billion by 2028, driven by the rise in meat consumption and stringent animal welfare regulations.
Global bodies like OIE and WHO are emphasizing the responsible use of antibiotics, pushing manufacturers toward higher purity APIs and targeted treatment cycles.
Emerging strains of Mycoplasma and secondary bacterial invaders require constant innovation in pharmaceutical formulation to overcome drug resistance.
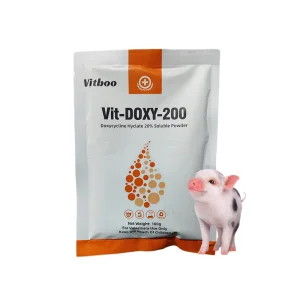
Our 50% Doxycycline Hydrochloride Powder is a testament to our manufacturing precision. Designed for maximum solubility in varying water hardness levels, this product ensures that every animal receives the exact therapeutic dose. [View Product Details]
As a leading Respiratory Care Medicines Factory, we utilize advanced micronization technology to reduce particle size, significantly enhancing the absorption rate in the gastrointestinal tract of poultry and swine. This results in faster therapeutic plasma concentrations and quicker recovery from respiratory distress.
The future of respiratory care in the veterinary field is being shaped by three core pillars: Antibiotic Stewardship, Digital Manufacturing, and Integrated Health Management. As an AI-forward pharmaceutical enterprise, Xian QLU Health Pharmaceutical is integrating data analytics into our production lines to ensure batch-to-batch consistency that exceeds international standards.

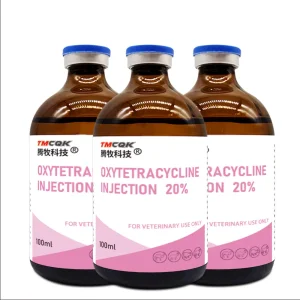
Liquid medications represent the peak of convenience for large-scale livestock operations. Our 25% Tilmicosin Oral Solution is formulated with proprietary stabilizers that prevent degradation in high-temperature farm environments. [Explore the Formula]
Specifically targeted at the lung tissue, Tilmicosin remains the gold standard for treating Actinobacillus pleuropneumoniae and Pasteurella multocida. Our factory ensures that every liter produced meets the USP/EP purity standards required by elite veterinary practitioners worldwide.
International buyers—from government agencies in Africa to large-scale cooperatives in the EU—demand more than just a product; they demand a reliable supply chain partner. Respiratory Care Medicines must be available exactly when an outbreak occurs, meaning the factory must have massive production capacity and streamlined logistics.
In humid, tropical climates, respiratory pathogens thrive. Our heat-stable powders and encapsulated antibiotics are specifically engineered to remain potent in 35°C+ environments, solving a major pain point for Southeast Asian poultry farmers.
For the Middle Eastern dairy market, the focus is on rapid lung recovery in calves. Our injectable solutions provide immediate relief, reducing mortality rates and ensuring the long-term productivity of the herd.
Our advantage as a Chinese Manufacturing Leader lies in our vertical integration. We don't just formulate; we control the synthesis of the Active Pharmaceutical Ingredients (APIs). This allows us to provide cost-effective solutions without compromising on the 99%+ purity levels that global distributors require.
Xian QLU Health Pharmaceutical Technology Co., Ltd. engaged in the development, production and marketing of pharmaceutical products, food ingredients, vitamins, intermediates and chemicals.
QLU headquartered in Xian, China, with 3 production bases in Shandong, Zhejiang and Hebei separately, which have many years of experience in the production of APIs, vitamins and chemical products. These facilities have been certified GMP, ISO, FAMI-QS, KOSHER, HALAL, etc. We have complete control over our product development, design, and manufacturing processes, thanks to our advanced equipment, methods, and inspection facilities.
With key competencies in pharmaceuticals and food health, Richer Pharma has established extensive business networks around the world. We have Strategic Marketing Partners respectively in Mumbai and Dubai. We are ready to provide you with our best products and services.

In the ever-changing pharmaceutical industry, the spirit of QLU is characterized by flexibility and adaptability. We embrace emerging technologies, actively adopt new scientific advancements, and continuously evolve to meet the evolving needs of patients and healthcare providers.

Focus on pharmaceutical products, food ingredients, vitamins.
Engaged in marketing of APIs, ingredients, vitamins, intermediates.
Engaged in production and marketing of APIs, ingredients, vitamins, intermediates.
Devoted to the development, production and marketing of all kinds of APIs and chemicals.