

1 / 5
Backed by over 70 years of pharmaceutical industry accumulation and the strength of a national high-tech enterprise, we create high-quality magnesium tablets, adhering to strict quality standards and inheriting mature preparation experience. Adopting intelligent production lines, we realize full-process data interconnection and precise control to ensure uniform magnesium content and qualified purity in each tablet, avoiding the risk of impurity residues.
With intelligent manufacturing as the core, we build a modern production park, introduce internationally advanced tableting equipment and AI visual inspection systems. Every step from raw material selection, production and processing to finished product delivery undergoes strict inspection, complying with high-end pharmaceutical standards. Focusing on human nutritional needs, we adopt high-activity magnesium sources and scientific compound formulas.

Deeply engaged in the field of mineral supplements, we create differentiated magnesium tablet products relying on a strong R&D team and multiple invention patent technologies. We optimize production processes, adopt low-temperature drying and precise ratio technology to maximize the retention of magnesium activity and improve product efficacy and stability. The content of heavy metals and pollutants is lower than the safety limit.
| Attribute | Specific Description |
|---|---|
| Model No. | M-001 |
| Main Ingredient | Magnesium |
| Product Form | Tablets |
| Target Audience | General Adults |
| Usage | Oral |
| Storage | Cool & Dry |
| Shelf Life | 24 Months |
| Packing | Bottle/Blister |
| Production Capacity | 1000k/day |
| Ingredient Type | Natural Mineral |

We tailor packaging and logistics plans to ensure the safe, efficient, and intact global delivery of all orders. All products are packed with high-strength, industry-standard packaging materials that resist moisture, physical damage, and temperature variations during international shipping. We offer diverse packaging choices—such as bottles, blister packs, airtight pouches, and bulk cartons.

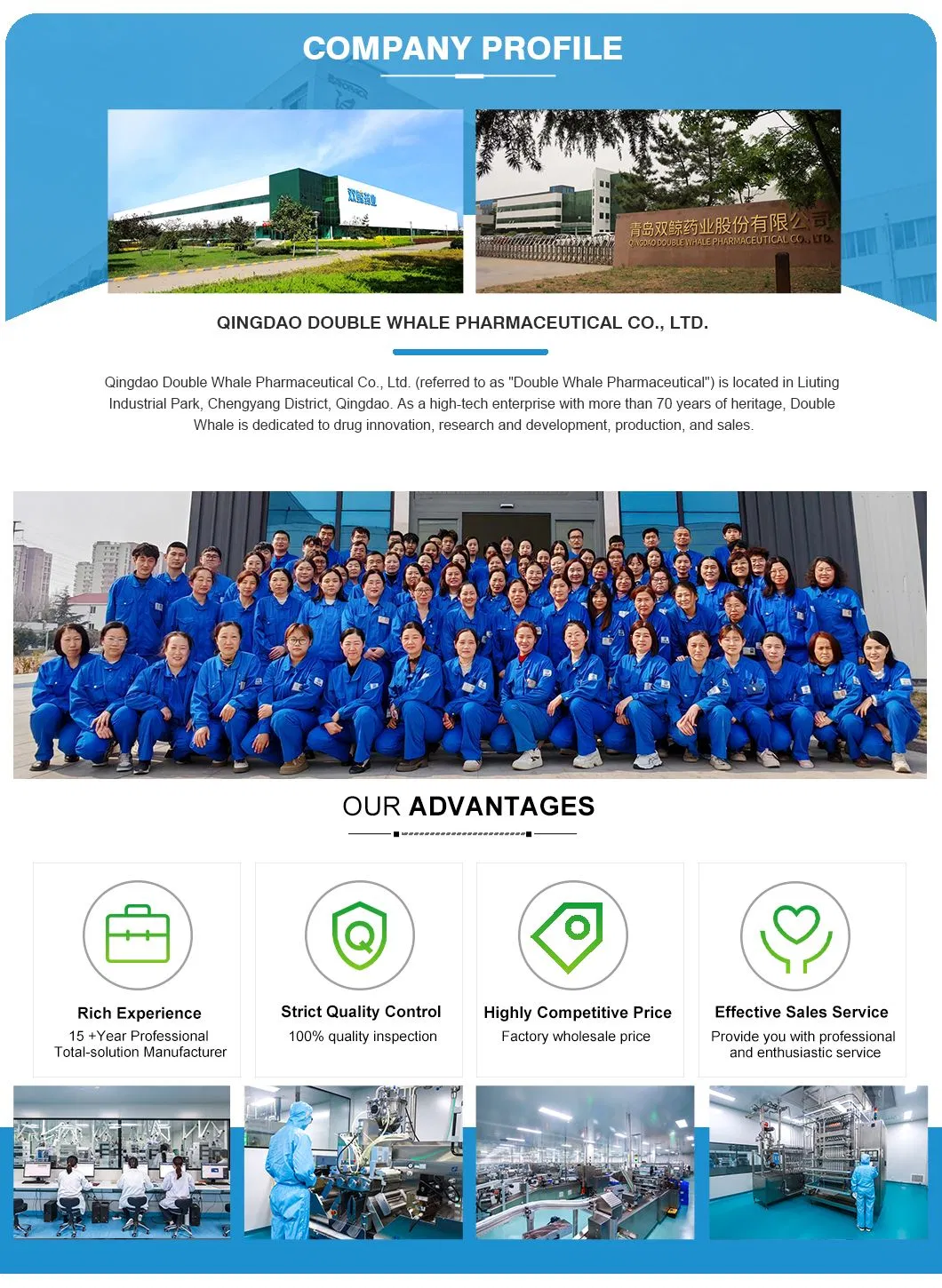
We are a professional manufacturer focusing on advanced nutrition, health product innovation, and high-precision production of tablets and softgels. We implement strict quality control throughout the entire process from raw material procurement to finished product testing, supported by automated production lines and verified analytical techniques. This allows us to meet the requirements of overseas markets such as the EU, Australia, New Zealand, and South America.