


1 / 5
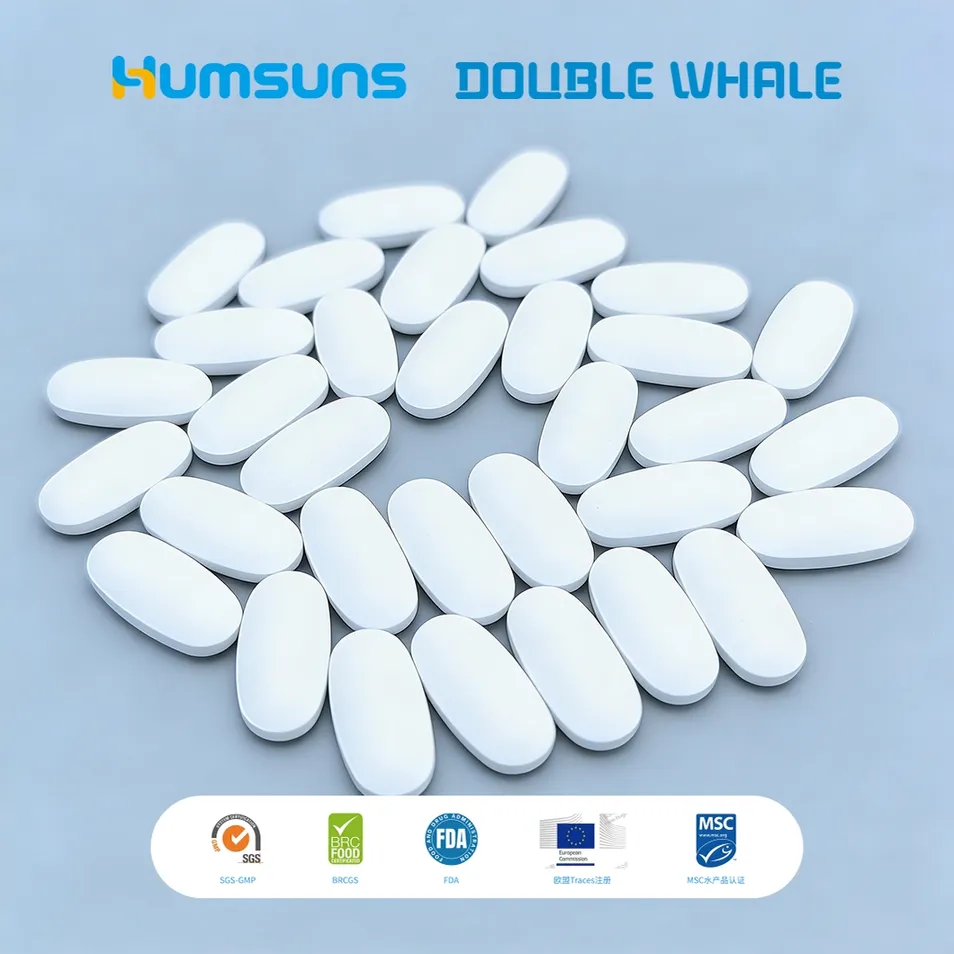
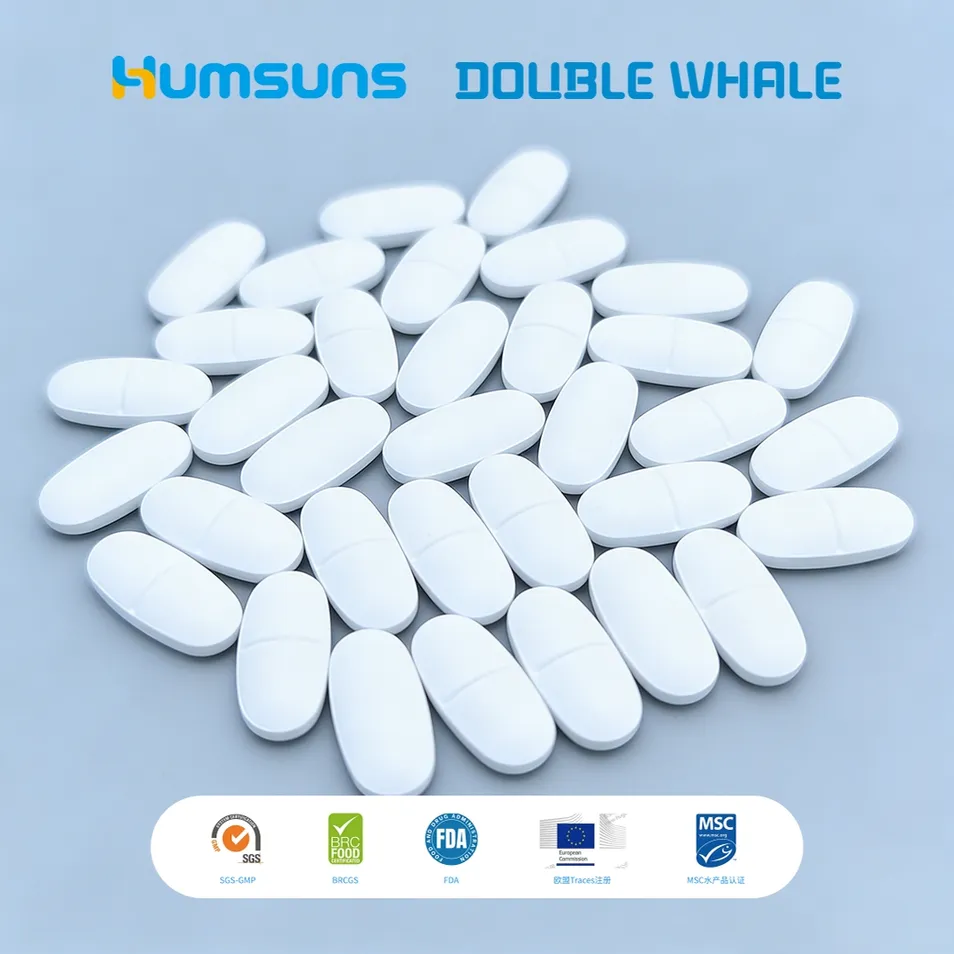
Backed by decades of pharmaceutical industry expertise and high-tech enterprise strength, we create high-quality magnesium tablets adhering to strict quality standards. Adopting intelligent production lines, we realize full-process data interconnection and precise control to ensure uniform magnesium content and purity in each tablet, avoiding the risk of impurity residues.
Incorporating multiple patented technologies, we optimize formula ratios to improve the bioavailability of magnesium, facilitating efficient human absorption. Suitable for daily supplementation, the product supports bone maintenance and neuromuscular regulation.
With intelligent manufacturing as the core, we utilize internationally advanced tableting equipment and AI visual inspection systems. Every step from raw material selection to finished product delivery undergoes strict inspection, complying with high-end pharmaceutical standards.
Our formula uses high-activity magnesium sources that are gentle and non-irritating to the stomach, helping to relieve muscle tension and improve sleep quality for long-term users.

Comprehensive Customization: We provide full-range OEM and ODM services specifically for multivitamin and mineral tablets. This includes professional formula development and refined production processes.
Advanced Manufacturing: Equipped with cutting-edge production capabilities and GMP quality management frameworks, we guarantee consistent nutrient levels and superior bioavailability in each batch.
Expert R&D Support: Our dedicated team assists with complex nutritional blends, ensuring brands can expand their product lines with stability and high-purity ingredients.
| Attribute | Specific Description |
|---|---|
| Main Ingredient | High-purity Magnesium |
| Product Form | Oral Tablets |
| Target Audience | General Adults |
| Shelf Life | 24 Months |
| Packing | Bottle / Blister Pack |
| MOQ | 10,000 PCS |
| Ingredient Type | Natural Mineral |
| Production Capacity | 1,000,000+ units per day |

We tailor packaging and logistics plans to ensure safe global delivery. All products are packed with high-strength materials resistant to moisture and damage. We offer diverse options including bottles, blister packs, and bulk cartons, all compliant with international regulatory standards.

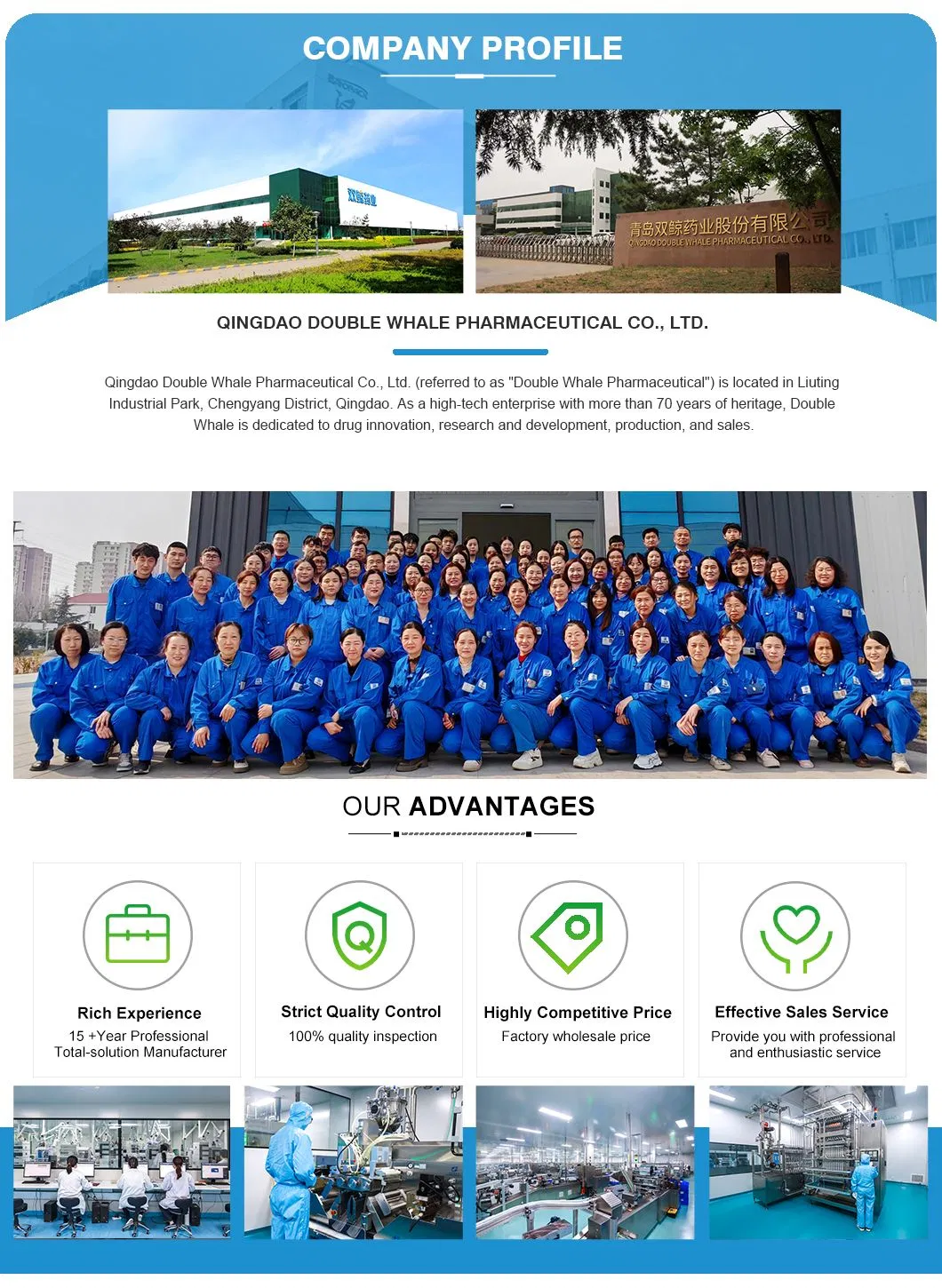
We are a professional manufacturer focusing on advanced nutrition and health product innovation. Boasting modern GMP-compliant facilities, we provide all-round services for vitamins, minerals, and plant extracts.
Our quality control spans from raw material procurement to finished product testing, supported by automated production lines and verified analytical techniques for global market suitability.